When considering the acquisition or deployment of a rock crusher, its weight is far more than a mere specification on a data sheet; it is a fundamental operational variable with profound implications. The machine's mass directly dictates its crushing force, stability, and throughput capacity, influencing everything from the final aggregate size to the efficiency of the entire processing line. Furthermore, understanding this critical metric is essential for logistical planning, from transportation and site placement to foundational requirements and permitting. A heavier crusher often signifies robust construction and the ability to handle tougher materials, yet it demands a commensurate investment in support infrastructure. This exploration into rock crusher machine weight will unpack how this single figure shapes performance, cost, and the practical realities of aggregate production.
Optimize Your Operations: How Strategic Weight Enhances rock crusher Machine Efficiency
Strategic weight is a critical design parameter, not a mere specification. It directly correlates with a crusher's structural integrity, energy efficiency, and operational lifespan. The optimal mass is engineered to balance inertia for effective crushing with structural resilience to withstand cyclical fatigue loads exceeding 450 MPa.
Core Engineering Principles of Strategic Mass
- Inertia & Crushing Force: A rotor or jaw's mass determines its kinetic energy. Greater inertial mass maintains momentum through the feed, ensuring consistent reduction ratios and preventing bogging on hard ore formations like granite or taconite.
- Structural Damping & Vibration Control: Mass acts as a dampener. A robust, weight-optimized frame absorbs and dissipates harmonic vibrations from uneven feed and tramp metal events, protecting bearings and reducing premature failure in critical components.
- Wear Compensation: Crushers are lined with high-abrasion-resistant materials (e.g., 18-24% Manganese steel). Strategic base weight ensures the machine remains stable and aligned as these liners wear, maintaining product gradation and throughput (TPH) over the full liner life.
- Dynamic Load Management: The total mass must counteract the reactive forces generated during crushing. Insufficient weight leads to "walking" or frame flex, accelerating wear on pivot points and drive systems.
Material Science & Construction Standards
The strategic weight is achieved through advanced metallurgy and certified manufacturing.
- High-Stress Components: Rotors, jaws, and main frames are fabricated from quenched and tempered alloy steels (e.g., ASTM A514) or high-integrity castings, providing superior yield strength-to-weight ratios.
- Critical Wear Parts: Liners and impact elements utilize austenitic manganese steel (Mn14, Mn18, Mn22) or composite chromium carbide overlays. Their density and hardness (500-700 BHN) contribute to functional mass while resisting deformation.
- Compliance & Certification: Machine weight and structural calculations are validated against ISO 21873-2 for mobile crushers and ISO 10494 for vibration standards. CE marking confirms compliance with EU machinery safety directives, ensuring the design integrity matches the stated mass.
Operational Advantages of a Weight-Optimized Crusher
- Higher Sustained Throughput: Maintains target TPH with less power fluctuation, as inertia aids comminution.
- Reduced Specific Energy Consumption: Efficient force transmission minimizes wasted energy per ton of processed material.
- Enhanced Adaptability: A stable, heavy-duty frame reliably handles variable feed hardness from limestone to abrasive quartzite without constant recalibration.
- Lower Lifetime Cost: Reduced vibration and maintained alignment decrease mechanical stress, extending mean time between failures (MTBF) for bearings, shafts, and the frame itself.
Technical Specification Context: Weight vs. Capacity
The following table illustrates the direct relationship between machine class (driven by weight) and key operational parameters for jaw crushers. This is indicative; specific models vary by manufacturer and design philosophy.
| Crusher Class (Approx. Operating Weight) | Feed Opening (Typical) | Max. Recommended Feed Hardness (UCS) | Expected Capacity Range (TPH)* | Primary Application |
|---|---|---|---|---|
| Medium-Duty (15-30 tonnes) | Up to 600 x 400 mm | 180 MPa (e.g., Sandstone) | 80 - 180 | Aggregate, recycled concrete |
| Heavy-Duty (30-70 tonnes) | Up to 1200 x 830 mm | 250 MPa (e.g., Basalt) | 180 - 450 | Hard rock quarry, medium-hard ore |
| Ultra-Heavy Duty (70+ tonnes) | 1500 x 1200 mm+ | 300 MPa+ (e.g., Gabbro) | 450 - 1200+ | Primary crushing in mining, abrasive iron ore |
*Capacity is highly dependent on closed-side setting (CSS), feed gradation, and moisture content.
Conclusion for Operations Management
Selecting a crusher based on a superficial power-to-weight ratio is a tactical error. The strategic, engineered weight is a proxy for durability, stability, and long-term performance. It is the foundation that allows high-capacity throughput and advanced automation systems to function reliably. Consult engineering data sheets that detail frame and rotor masses, and prioritize designs where the weight is justified by material grade and construction standards, not merely added ballast.
Built to Withstand the Toughest Conditions: The Durability Advantages of Our Weight-Engineered Crusher
The structural integrity and operational lifespan of a rock crusher are fundamentally linked to its mass and material composition. Our weight-engineered crushers are not simply heavy; their mass is strategically distributed and composed of advanced materials to create a machine that absorbs immense kinetic energy and resists wear in the most punishing mining and quarrying environments.
Core Material Science & Construction
The durability begins at the molecular level. Critical wear components, such as jaw plates, concaves, and mantles, are cast from proprietary high-grade manganese steel (Hadfield steel, typically 12-18% Mn) and alloyed chromium steel. These materials are chosen for their unique work-hardening properties; under impact, the surface microstructure deforms to become harder than the ingested ore, while the core remains ductile to prevent catastrophic fracture. The main frame and heavy-duty rotor are fabricated from normalized steel plate (e.g., ASTM A36 or equivalent high-yield strength steel), with stress-relieving welds and reinforced ribbing at all high-load bearing points. This ensures the mass of the machine acts as a monolithic dampener for shock loads, not a point of failure.
Technical Standards & Validation
Every design is validated against and exceeds international standards for mechanical integrity and safety. This includes:
- ISO 21873-2: Building construction machinery and equipment – Mobile crushers.
- CE Marking: Compliance with EU Machinery Directive 2006/42/EC for health and safety.
- Non-Destructive Testing (NDT): Critical welds and castings undergo ultrasonic and magnetic particle inspection.
- Finite Element Analysis (FEA): The entire structure is digitally simulated under extreme load cases to optimize weight distribution and eliminate stress concentrations before manufacturing.
Functional Durability Advantages
The precise application of weight and high-integrity materials translates into direct operational benefits:
- Superior Shock Load Absorption: The significant, well-engineered mass of the crusher frame and rotor provides high inertia, stabilizing the system during the uneven feed of large, hard rock. This minimizes vibration transmission to the base frame and surrounding structures.
- Sustained TPH Under High Stress: By maintaining geometric tolerances in the crushing chamber for longer periods due to reduced wear part deformation, the machine delivers consistent throughput (TPH) throughout the liner lifecycle, even when processing abrasive materials like granite, basalt, or taconite.
- Reduced Fatigue & Structural Failure: Optimized weight distribution prevents resonant frequencies and mitigates metal fatigue at bolted connections and weld seams, directly extending the service life of the main crusher body, often beyond decades.
- Adaptability to Ore Hardness Variability: The robust construction allows for the safe processing of mixed or unpredictable feed materials without requiring machine derating. The crusher's inherent mass and strength provide a buffer against occasional oversize or tramp metal events.
Key Durability Parameters by Crusher Type
The manifestation of weight engineering differs by crusher principle, focusing mass where forces are greatest.
| Crusher Type | Primary Weight & Durability Focus | Typical Wear Material Specification | Impact on Capacity & Hardness |
|---|---|---|---|
| Jaw Crusher | Eccentric shaft mass, reinforced toggle plate, heavy-duty pitman. Frame weight resists cyclic loading. | Jaw Plates: 18-22% Manganese Steel, optional alloy inserts for abrasion. | High mass enables higher nip angles and crushing force for hard, blocky feed at primary stage. |
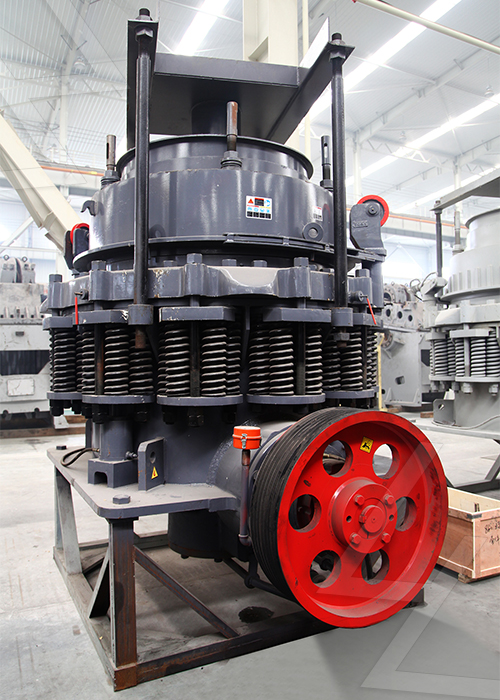
| Cone Crusher | Massive main frame, heavy-duty head, and bowl. Weight ensures stability under multi-zone crushing pressures. | Concaves/Mantle: Austenitic Manganese Steel (12-14% Mn, 2% Cr common), TIC-wire reinforced options. | Sustained closed-side setting (CSS) for consistent product gradation when crushing abrasive ores. |
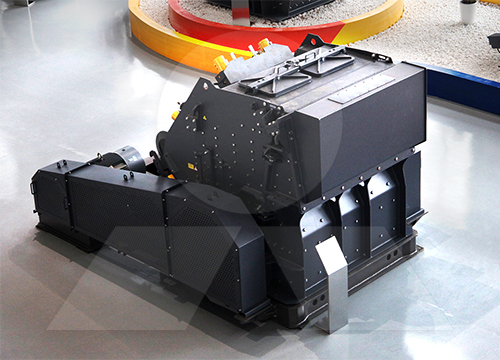
| Impact Crusher | High-inertia, solid or welded rotor. Weight is critical for kinetic energy transfer and hammer stability. | Blow Bars/Hammers: High Chrome Cast Iron (22-28% Cr), Martensitic Steel, Ceramic Composite. | Rotor mass directly determines impact force and throughput (TPH) in secondary/tertiary crushing of medium-hard rock. |
Tailored for Your Site: Selecting the Right rock crusher Machine Weight for Maximum Productivity
The weight of a rock crusher is not a standalone specification but a direct consequence of its engineered design to meet specific operational demands. Selecting the correct machine weight is a critical engineering decision that balances structural integrity, material durability, and site logistics to achieve maximum productivity. The primary determinants are the crusher type, its duty cycle, and the material it must process.
Core Engineering Determinants of Crusher Weight
-
Crusher Type and Kinematics: The fundamental mechanism dictates mass. A sturdy, slow-compression jaw crusher requires immense mass in its frame and flywheel to withstand cyclical stresses, resulting in high weight-to-capacity ratios. A high-speed cone crusher with a precision gyrating mantle demands a heavy, balanced main shaft assembly and a robust bowl, concentrating mass in the upper frame. Impact crushers (horizontal or vertical shaft) incorporate significant weight in the rotor assembly—a monolithic steel casting or welded assembly—to achieve the necessary rotational inertia for effective fracturing.
-
Material of Construction and Wear Parts: The majority of a crusher's mass is in its wear-resistant alloys.
- Frame and Housing: High-tensile, quenched and tempered steel plates (e.g., ASTM A514) provide the structural skeleton. Thickness and grade are scaled to the machine's input power and crushing force.
- Wear Liners & Components: This is where material science dictates mass. Austenitic Manganese Steel (Mn-steel, 11-14% Mn) remains standard for its work-hardening capability, but its relative softness necessitates greater thickness—adding weight. Modern designs increasingly use composite alloys (e.g., high-chrome white iron, martensitic steels) in critical zones. These offer superior abrasion resistance at higher hardness (e.g., 600+ BHN), allowing for thinner, lighter liner profiles that maintain or extend service life, indirectly affecting overall machine weight strategy.
-
Capacity (TPH) and Feed Material Hardness: Designed throughput and material abrasiveness are directly correlated to component size and mass. A crusher rated for 600 TPH of granite (high compressive strength, high abrasiveness) will have a more massive frame, larger bearings, and thicker wear parts than a unit rated for 600 TPH of limestone. The machine's weight is its answer to the energy demands of comminution and the wear intensity of the feed.
Site-Specific Selection: Balancing Mass with Mobility and Foundation
| Consideration | Engineering Implication | Productivity Impact |
|---|---|---|
| Primary vs. Secondary/ Tertiary Location | A primary jaw crusher at the pit face is a permanent, high-mass installation requiring a substantial concrete foundation. A secondary cone or impactor in an aggregate plant may be semi-portable, trading some mass for modularity. | Permanent setups minimize downtime from moves; portable setups offer plant flexibility for changing deposit profiles. |
| Modular & Portable Plant Designs | Track-mounted or wheeled crushers incorporate the chassis and hopper into their weight. They use high-strength, low-alloy (HSLA) steels to reduce tare weight without sacrificing integrity, complying with regional road weight regulations. | Enables on-site mobility for direct feed, reducing truck haulage and significantly boosting overall site efficiency. |
| Transportation & Access Logistics | Total machine weight, dimensions, and center of gravity dictate transport mode (road, sea, heavy lift). Modular designs that ship in sub-assemblies overcome access or weight limit constraints. | Proper planning prevents costly delays at project inception and allows for selection of the most powerful machine feasible within logistics constraints. |
| Foundation & Ground Bearing Pressure | The dynamic loads during crushing far exceed static weight. Engineering drawings specify foundation mass and reinforcement. Excessive ground pressure on soft terrain may necessitate a lighter machine or ground stabilization. | A correctly sized foundation is non-negotiable for operational stability, preventing settlement and misalignment that cause premature wear and unplanned downtime. |
Functional Advantages of Correctly Specified Crusher Weight
- Operational Stability & Reduced Vibration: Adequate mass dampens dynamic forces from uneven feed and the crushing stroke, protecting bearings, gears, and the structural weldments from fatigue failure.
- Sustained Crushing Performance: A robust, heavy frame maintains precise alignment of crushing chambers under full load, ensuring consistent product gradation and throughput over the campaign.
- Extended Mechanical Component Life: The inertia provided by flywheels and heavy rotors ensures smooth power transmission, reducing peak loads on motors, drives, and the hydraulic system.
- Compliance with International Standards: Machine weight is a result of design calculations adhering to standards like ISO 21873 (mobile crushers) and CE marking directives (Machinery Directive 2006/42/EC), which govern safety factors, structural integrity, and stability.
Final Recommendation: Do not select a crusher based on a target weight. Instead, define the material characteristics (abrasion index, compressive strength, silica content), required TPH, and product shape needs. Then, evaluate the machine designs that meet these parameters. The resulting weight is the engineering solution. Always cross-reference the manufacturer's foundation drawings with a geotechnical survey of your site. The optimal crusher weight is that which delivers the required performance with the highest availability, within the practical limits of your installation and logistics.
Precision Engineering: How Our Weight Design Reduces Maintenance and Downtime
Precision in weight distribution and structural mass is a critical, non-negotiable factor in crusher longevity. Our engineering philosophy moves beyond simply adding mass; it involves the strategic placement of high-integrity material to create a dynamically balanced system that mitigates the primary causes of wear and unplanned stoppages.
Core Engineering Principles:
- Stress-Path Optimization: Weight is concentrated along primary load paths—around bearing housings, jaw pivots, and cone crusher main frames—to create rigid zones that resist flexing. This prevents micro-fatigue cracks and maintains precise alignment of crushing chambers, ensuring consistent product size and reducing eccentric wear on liners.
- Inertial Mass for Shock Absorption: Calculated inertial mass in key components, such as flywheels and crusher bodies, acts as a buffer against shock loads from uncrushable material or variable feed. This protects the drive train and reduces peak forces transmitted to bearings and gears.
- Harmonic Damping: By analyzing and tuning the natural frequency of major assemblies, our weight design incorporates dampening characteristics that dissipate harmonic vibrations. This minimizes resonant fatigue, a common failure point in welds and cast components subjected to constant, high-cycle loading.
Material Science Integration:
Weight is meaningless without material integrity. Our designs specify premium-grade materials for high-stress components:
- Austenitic Manganese Steel (Mn14, Mn18, Mn22): Used for wear liners where work-hardening under impact is required. The precise weight and profile of these liners are calculated to ensure optimal kinetic energy transfer for crushing while maintaining chamber geometry.
- High-Strength Low-Alloy (HSLA) Steels & Ductile Iron: Employed for main frames, housings, and shafts. These materials provide superior yield strength-to-weight ratios, allowing for robust design without parasitic mass. They offer enhanced fatigue resistance and crack propagation resistance compared to standard carbon steels.
- Forged Alloy Steel: Critical for eccentric assemblies, pitmans, and main shafts. The forging process aligns the grain structure with the component's shape, creating a part with higher impact toughness and fatigue life than a machined equivalent.
Functional Advantages for Reduced Maintenance:
- Bearing Life Extension: Rigid, weight-reinforced housings prevent deflection, ensuring bearings run true under load. Optimized inertial mass smooths load spikes. This combination can double or triple bearing service intervals in severe duty cycles.
- Liner Wear Compensation: The inherent stability of the mass-balanced structure prevents uneven liner wear. This allows for predictable wear patterns, enabling proactive liner rotation and replacement during scheduled maintenance, not emergency downtime.
- Structural Fatigue Mitigation: By damping harmonics and optimizing stress paths, the design eliminates common failure points. This drastically reduces the incidence of catastrophic frame cracks or weld failures, which are major sources of extended, unplanned downtime.
- Adaptability to Ore Characteristics: The weight and inertia profile of rotating assemblies (e.g., cones, rotors) are engineered for specific duty ranges. This ensures the crusher operates at designed kinetic energy levels whether processing abrasive taconite or high-impact granite, preventing under- or over-utilization of components.
Technical Compliance & Validation:
All weight and structural designs are validated against and exceed relevant international standards, including ISO 21873 for mobile crushers and ISO 13309 for earth-moving machinery. Finite Element Analysis (FEA) and Dynamic System Simulation are used to model stress, fatigue, and vibration under maximum load conditions, ensuring a certified design life.
Key Design Parameters by Crusher Type:
The application of these principles varies by machine architecture. The following table outlines targeted parameters influenced by precision weight engineering.
| Crusher Type | Key Weight/Inertia Focus | Primary Maintenance Impact |
|---|---|---|
| Jaw Crusher | Flywheel mass, pitman balance, fixed jaw frame rigidity. | Bearing load stability, even jaw die wear, frame crack prevention. |
| Cone Crusher | Eccentric assembly mass, main shaft inertia, bowl frame stiffness. | Consistent liner wear profile, gear and drive train protection, bowl adjustment stability. |
| Horizontal Shaft Impactor (HSI) | Rotor mass distribution, housing reinforcement at impact zones. | Rotor bearing life, predictable blow bar wear, housing integrity against fatigue. |
| Gyratory Crusher | Main shaft & head inertia, spider arm rigidity, top shell mass. | Bottom shell bushing life, even mantle wear, prevention of cyclical stress in the upper frame. |
Ultimately, a precisely engineered rock crusher weight is a reliability system. It is the foundational investment that directly translates to higher throughput (TPH) over the machine's lifespan, minimized spare parts consumption, and the operational confidence that comes with predictable, scheduled maintenance intervals.
Safety and Stability in Heavy-Duty Crushing: The Role of Machine Weight in Operational Security
Mass is a fundamental design parameter for operational security in heavy-duty crushing. It is not a secondary characteristic but a primary engineering decision that directly counteracts the immense dynamic forces generated during the crushing cycle. A machine's weight provides the inertial stability necessary to absorb and dampen shock loads, resist vibrational displacement, and maintain structural integrity under continuous high-stress conditions. Inadequate mass leads to premature fatigue, hazardous machine movement, and catastrophic failure.
Material Science and Structural Integrity
The relationship between weight and safety is governed by the grade and mass of structural and wear materials. High-strength, low-alloy (HSLA) steel forms the chassis and main frame, with yield strengths often exceeding 355 MPa. Critical wear components like jaws, mantles, and concaves are cast from austenitic manganese steel (Mn-steel, 11-14% Mn) or specialized chromium alloys. These materials combine high impact toughness with work-hardening properties, but their effectiveness is contingent upon being supported by a frame of sufficient mass and rigidity to hold alignment and prevent stress concentration.
Functional Advantages of Optimized Machine Mass
- Vibration Damping & Foundation Load Distribution: Greater mass lowers the natural frequency of the machine, reducing resonance with operational vibrations. This mass, distributed over a larger footprint, decreases ground bearing pressure and mitigates the risk of foundation settlement or cracking.
- Counteraction of Crushing Forces: During each compression cycle, reaction forces attempt to lift and shift the crusher. Significant machine weight, particularly in the lower frame, provides a restoring moment to keep the unit seated firmly on its base.
- Fatigue Life Extension: A robust, heavy frame acts as a heat sink for transient thermal stresses and reduces cyclic stress amplitudes on welded joints and bolt connections, directly extending service life and reducing failure risk.
- Containment of Internal Failures: In the event of an uncrushable object (tramp metal) or component fracture, the inertia and containment provided by a heavy, well-sealed housing can prevent the ejection of debris, protecting personnel and adjacent equipment.
Weight as a Proxy for Compliance and Capability
Machine weight is intrinsically linked to compliance with international technical standards such as ISO 21873 (Building construction machinery and equipment) and CE marking directives for machinery safety (2006/42/EC). These standards mandate stability factors and structural safety margins that are inherently achieved through adequate mass in relation to machine power and force output.
Furthermore, weight correlates directly with core operational USPs in mining:
- TPH Capacity & Ore Hardness: A heavier crusher can accommodate a larger, more massive crushing chamber and thicker wear liners, enabling sustained throughput (TPH) on hard, abrasive ores (e.g., granite, basalt, taconite) without structural compromise.
- Adaptability to Duty Cycle: Stationary primary crushers, handling the largest feed, are inherently the heaviest. Secondary and tertiary units, while relatively lighter, must still possess a mass-to-power ratio sufficient for their specific duty, whether it's high-speed precision crushing or shaping.
Technical Parameters: Weight in Context
The following table illustrates how machine weight scales with core functional parameters across a generalized crusher lineup, demonstrating its role as a key indicator of application security and duty class.
| Crusher Type (Primary Duty) | Typical Weight Range (Metric Tons) | Approx. Feed Opening | Target Compressive Strength of Ore | Key Stability Consideration |
|---|---|---|---|---|
| Stationary Jaw Crusher | 50 - 250+ | 800mm x 1000mm to 1500mm x 2000mm | Up to 350 MPa | Mass counteracts extreme cyclical loading from reciprocating motion; requires massive reinforced concrete foundation. |
| Gyratory Crusher | 150 - 500+ | 1000mm to 1500mm (main diameter) | Up to 400 MPa | Low center of gravity and immense weight provide unmatched stability for continuous, high-tonnage primary crushing. |
| Stationary Cone Crusher (Secondary/Tertiary) | 15 - 100 | 150mm to 450mm (mantle diameter) | Up to 350 MPa | Weight ensures precise alignment of crushing chamber for consistent product shape; dampens high-speed operational vibrations. |
| Mobile Track-Mounted Unit | 35 - 70 | Varies by model | Up to 300 MPa | Weight is optimized for transport regulations while incorporating outriggers, hydraulic stabilizers, and a low-profile chassis to maintain site stability. |
Ultimately, specifying a crusher with an appropriate weight for its intended duty is a non-negotiable aspect of risk management. It is the foundational investment in preventing unplanned downtime, protecting capital equipment, and ensuring a secure operating environment.
Technical Specifications: Detailed Weight and Performance Data for Informed Decision-Making
The mass of a rock crusher is a primary indicator of its structural integrity, duty class, and intended application. It is a direct function of material selection, design philosophy, and performance envelope. Understanding the engineering rationale behind weight is critical for selecting equipment that matches your operational profile and site logistics.
Core Determinants of Crusher Mass
- Material of Construction: High-wear components (liners, jaws, mantles) are predominantly cast from Austenitic Manganese Steel (Mn14%, Mn18%, Mn22%) or specialized alloy steels (e.g., T400, Chromium Carbide overlays). The base frame, housings, and shafts utilize high-tensile carbon steel (e.g., ASTM A36) or fabricated alloy plates, with mass scaled to absorb dynamic loads and vibration.
- Design Philosophy & Duty Rating: A stationary primary jaw crusher for granite will employ massive, rigid frames to handle peak shock loads, resulting in high mass-to-power ratios. A portable track-mounted unit for recycled concrete optimizes weight for mobility, using high-strength, low-alloy (HSLA) steel in strategic sections to maintain strength while minimizing dead weight.
- Performance Parameters: Throughput (TPH) and feed size capability are directly correlated to mass. A crusher rated for 600 TPH of hard abrasive ore requires a heavier, more robust rotor assembly, larger bearings, and a thicker housing than a 200 TPH unit for softer limestone, to ensure fatigue life and sustained performance under load.
Functional Advantages of Optimized Machine Mass
- Vibration Dampening and Stability: Greater mass, particularly in the base frame, lowers the machine's natural frequency, dampens operational vibrations, and reduces harmful harmonics transmitted to foundations and support structures.
- Structural Longevity and Reduced Fatigue: Adequate mass in stress-critical areas (bearing housings, adjustment cylinder mounts) mitigates metal fatigue from cyclical loading, directly extending service life and reducing downtime for structural repairs.
- Enhanced Wear Part Utilization: A rigid, heavyweight frame maintains precise alignment of crushing chambers under variable loads. This ensures even wear distribution on liners and prevents premature failure due to misalignment, optimizing wear part cost per ton.
- Operational Consistency: A machine with sufficient inertial mass maintains consistent crushing dynamics and throughput when processing heterogeneous feed materials, minimizing product gradation fluctuations.
Technical Specifications: Weight in Context
Weight must never be evaluated in isolation. The following table contextualizes machine mass with key performance and design parameters across common crusher types. All designs assume compliance with relevant ISO 21873 (mobile crushers), ISO 9001 (quality management), and CE machinery directive standards for structural integrity.
| Crusher Type | Typical Application | Weight Range (Metric Tons) | Key Weight Drivers | Linked Performance Metric |
|---|---|---|---|---|
| Stationary Jaw Crusher | Primary crushing, hard rock (Granite, Basalt) | 25 - 120+ | Mass of cast steel frame, eccentric shaft, reinforced flywheels. | Max feed size (up to 1500mm), Compressive strength of feed material (up to 350 MPa). |
| Cone Crusher (Stationary) | Secondary/Tertiary, abrasive aggregates | 15 - 80 | Bowl assembly, main shaft, hydraulic adjustment & clamping cylinders. | Closed Side Setting (CSS) range, horsepower, and cavity design for product shape. |
| Horizontal Shaft Impactor (HSI) | Primary/Secondary, recycled asphalt, limestone | 20 - 60 | Rotor mass (solid steel vs. welded plate), hammer design, primary curtain. | Rotor diameter & speed, feed size, and required reduction ratio. |
| Vertical Shaft Impactor (VSI) | Tertiary shaping, manufactured sand | 10 - 25 | Rotor assembly weight, anvil or rock-on-rock chamber design. | Throughput of fines, product cubicity specification. |
| Mobile Jaw/Track | Quarry, contract crushing | 35 - 70 | Integrated steel chassis, hopper walls, feeder, and conveyor supports. | Feed capacity (m³), engine power, and transport dimensions (width/height). |
Specification Protocol for Procurement
When reviewing technical data sheets, cross-reference these parameters:
- Dry Weight vs. Operational Weight: Confirm if the listed mass includes standard wear liners, lubricants, and any integral motors.
- Center of Gravity & Lifting Points: For mobile or modular units, the CoG coordinates and designated lift points are as critical as total mass for safe transport and erection.
- Foundation Load Data: Require dynamic load diagrams from the manufacturer. The static weight is only one component; dynamic forces during crushing can impose significantly higher loads on substructures.
- Material Certifications: Insist on mill certificates for major steel castings and fabrications, verifying compliance with stated material grades (e.g., JIS G4051, ASTM A148).
The correct machine weight signifies engineered suitability for the task. An underweight crusher for a given duty risks premature failure and operational instability, while an excessively heavy design for a simple application incurs unnecessary cost in logistics and support structure. The specification must balance mass with demonstrated performance data under conditions mirroring your specific ore characteristics and production goals.
Frequently Asked Questions
How does crusher weight impact wear parts replacement cycles?
Heavier crushers with robust frames reduce vibration-induced stress on wear parts like manganese steel jaws/liners. This extends service life by 15-30%. Ensure proper alignment and use premium, heat-treated (water toughening) high-manganese steel (e.g., ASTM A128 Grade B3) to maximize cycles between replacements.
Why is machine weight critical for crushing hard ores (Mohs 7+)?
Massive weight provides necessary inertia to fracture high-compressive-strength ores without excessive frame flex. For granite/basalt, a heavier, rigid frame paired with high-torque drives and conical crusher design ensures consistent particle size and prevents premature failure from shock loads.
How does crusher weight relate to vibration control and bearing life?
Adequate mass dampens operational vibrations. This is crucial for protecting precision bearings (e.g., SKF, Timken). Insufficient weight leads to harmonic vibrations, causing premature bearing fatigue. Always mount on a reinforced concrete foundation massing 2-3x the crusher weight for optimal stability.
Does a heavier crusher affect lubrication system requirements?
Yes. Heavier units typically have larger bearing journals and higher load points, requiring high-viscosity, extreme-pressure lubricants (ISO VG 150-220). The lubrication system must have sufficient flow rate and cooling capacity to manage the increased frictional heat generated under high inertial loads.
How is weight factored into crusher adaptability for mobile vs. stationary plants?
Stationary primary crushers prioritize mass for durability. Mobile/portable units use high-strength, low-alloy (HSLA) steel frames to reduce weight while maintaining structural integrity. Weight distribution is engineered to meet transport regulations without compromising core crushing chamber mass.
What role does frame weight play in hydraulic adjustment system performance?
A heavy, rigid frame provides a stable platform for hydraulic cylinders adjusting the crusher setting. It prevents deflection during pressure spikes (e.g., tramp iron events), ensuring setting accuracy is maintained. Use systems with pilot-operated check valves for locking under loads up to 300 bar.